반응형
출처: NCS학습모듈, " 강구조시공 부재설치",교육부(20??)
고장력 볼트 검사하기
1) 고장력 볼트 검사법
| 구분 | 내용 |
| 토크 관리법 | ● 토크 렌치, 임팩트 렌치 등을 이용하여 사전 조정된 토크로 볼트를 조이는 방법이다. ● 시공 방법 ▷ 대표 로트에서 시험 볼트 5세트를 선택한다. 대표 로트는 토크 계수 값이 유사한 볼트로 구성되도록 한다. ▷ 볼트 조임 기기를 이용하여 볼트를 조이며, 이 볼트 조임 기기는 축력계로 적정한 조임력을 얻도록 미리 보정되어야 한다. ▷ 볼트 5세트의 표준 장력이 <표 4-9>를 만족하여야 하고, 각각의 볼트는 표준 장력의 ±15% 이내를 만족하여야 한다. ▷ 표준 장력이 안 나올 경우 동일 로트에서 10세트를 다시 선택한다. ▷ 그럼에도 또 다시 표준 장력이 안 나오면 원인 파악을 하여 조임 시공법을 수정하여 작업을 재개한다. |
| 너트 회전법 | ● 너트의 회전량으로 볼트에 장력이 도입되었는지를 확인하는 방법이다. ● 시공 방법 ▷ F8T 또는 F10T 고장력 볼트에서만 적용한다. ▷ 시험 볼트 5세트를 선택한다. ▷ 접합재 사이에 간격이 없도록 토크 렌치로 1차 조임을 한다. ▷ 금매김을 한다. ▷ 토크 렌치로 본조임을 한다. ▷ 회전량을 검사해서 너트의 회전량이 150°를 초과하는 경우는 새 볼트로 교환한다. |
● 고장력 볼트 1차 조임후 금매김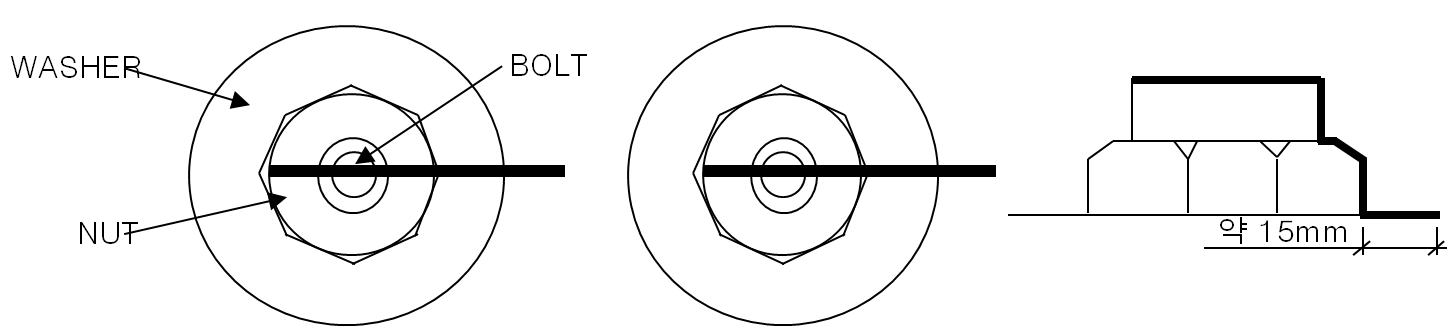 |
|
● 너트 회전법 금매김 검사 기준 |
|
| 조합법 | ● 토크 관리법으로 볼트를 조임하고 너트관리법으로 장력 도입을 확인하는 방법이다. ● 시공 방법 ▷ F8T 또는 F10T 고장력 볼트에서만 적용한다. ▷ 시험 볼트 5세트를 선택한다. ▷ 토크 렌치, 전동 임팩트 렌치로 1차 조임을 한다. ▷ 금매김을 한다. ▷ 조임 기기를 조정한다. ▷ 표준 볼트 장력을 얻을 때까지 조임 기기로 본조임을 한다. ▷ 회전량을 검사해서 너트의 회전량이 150°를 초과하는 경우는 새 볼트로 교환한다. |
| T/S 고장력 볼트 조임 | ● 장력 관리를 손쉽게 하기 위해 개발된 토크-전단형(T/S) 고장력 볼트를 사용하여 조임 후 검사하는 방법이다. |
| ● 시공 방법 ▷ 와셔를 너트 측에만 1매 끼운다. ▷ 시험 볼트 5세트를 선택한다. ▷ 접합재 사이에 간격이 없도록 토크 렌치로 1차 조임을 한다. ▷ 금매김을 한다. ▷ 핀 테일이 파단될 때까지 조임 시공한다. ▷ 조임이 안 되면 신제품으로 교체한다. |
|
● 토크시어(T/S) 고장력 볼트의 조임 방법 |
2) 고장력 볼트의 조임 축력
고장력 볼트의 조임은 다음 표에 나타난 각 볼트의 표준 장력을 얻을 때까지 조임을 한다. 표준 볼트 장력은 설계 볼트 장력의 10%를 증가시킨 값이다.
| 고장력 볼트1)의 설계 볼트 장력2)과 표준 볼트 장력 (건축 공사 표준 시방서 표 06020.10) |
 |
| 1) 고장력 볼트의 유효 단면적은 공칭 단면적의 0.75배 2) 설계 볼트 장력은 고장력 볼트 인장강도의 0.7배에 고장력 볼트의 유효 단면적을 곱한 값 |
3) 토크 전단형(T/S) 고장력 볼트 조임 검사하기
- 현장에서 조임 확인이 용이하여 주로 사용하는 T/S 볼트는 육안 검사로 조임을 확인한다.
- 전체 육안 검사한다.
- 너트나 와셔가 반대로 끼워져 있는지 확인한다.
- 핀 테일(pin tale)의 파단 및 금매김의 어긋남을 육안으로 확인한다.
- 핀 테일이 정상적인 모습으로 파단되어 있으면 합격이다.
- 정상적으로 금매김이 된 볼트를 조여 보았을 때 공회전 되는 것이 확인되면 새로운 토크 전단형(T/S) 고장력 볼트 세트로 교체한다.
4) 고장력 볼트 (HT, High Tension Bolt) 조임 검사하기
| 구분 | 내용 |
| 육안 검사하기 | ● 육안 검사는 전수 조사로 한다. ● 볼트 군 단위로 금매김 위치에서 너트 회전량의 유사한 정도를 확인한다. ● 조임 후 너트 면에서 돌출된 나사산이 3개 이상인지 확인한다. (1∼6개의 범위를 합격으로 한다.) ● 토크 시어볼트(TS 볼트)의 핀 테일(pin tale)이 파단 되었는지 확인한다. ● 볼트와 와셔가 공회전된 것이 있는지 확인한다. |
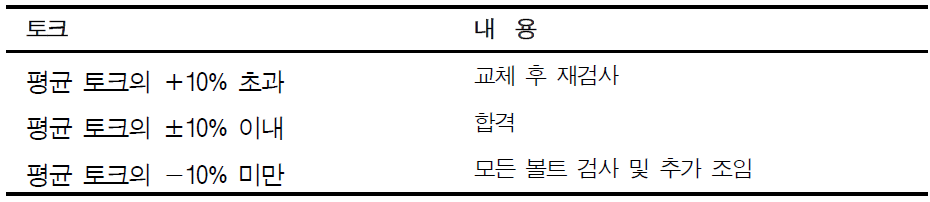
| 토크 관리법으로 조임 검사하기 | ● 각 볼트군의 10%를 표준개수로 선정해서 토크 렌치로 검사를 실시한다. ● 검사한 결과 값이 평균 토크의 ±10% 이내의 것을 합격으로 한다. ● 불합격한 볼트 군(群)은 배수의 볼트를 선택하여 재검사한다. ● 불합격한 볼트 군(群)의 배수의 볼트도 불합격하면 그 군(群)의 전체를 검사한다. ● 장력이 10%를 초과한 볼트는 교체한다. ● 조임을 하지 않은 것으로 추정되는 볼트 군(群에) 대해서는 전체 볼트를 검사하고, 소요 토크까지 추가로 조인다. |
| ● 토크 관리법의 토크 기준 | |
 |
|
| 너트 회전법으로 조임 검사하기 | ● 1차 조임 후에 표시한 금매김의 어긋남을 육안 검사한다. ● 육안 검사 때 동시 회전 유무, 너트 회전량, 너트 여장의 과부족이 이상 없으면 합격으로 본다. ● 1차 조임 후에 너트 회전량이 120°±30°의 범위에 있는 것을 합격으로 한다. |
| ● 너트회전량 기준 | |
 |
|
| 조합법으로 조임 검사하기 | ● 1차 검사는 너트 회전법으로 검사한다. ● 너트 회전법으로 검사할 때 현격하게 조여지지 않은 볼트가 발견되면 모두 토크 렌치로 조이고 이 볼트들은 토크 렌치법으로 검사한다. |
| ● 축력계 조임 검사 | |
 |
반응형
'건축기술' 카테고리의 다른 글
| 철골 용접방법 선정하기 ㅣ 철골공사 실무 (0) | 2025.03.24 |
|---|---|
| 철골 도장 검사 ㅣ 철골공사 실무 (0) | 2025.03.24 |
| 철골 외관 및 수직·수평 검사 ㅣ 철골공사 실무 (0) | 2025.03.23 |
| 철골 주각부 조립하기 ㅣ 철골공사 실무 (0) | 2025.03.22 |
| 철골 부재 접합 방법 (용접) ㅣ 철골공사 실무 (0) | 2025.03.22 |



