본 글은 "안전보건 실무길잡이 쇄석채취업,토사채굴채취업"(2024, 산업안전보건공단) 자료의 내용과 이미지에서 발췌하였음을 알려드립니다.
용접작업 안전관리
1) 유해ㆍ위험요인
- 용접작업 중 발생되는 고열ㆍ불티에 의한 화재·폭발 위험
- 용접흄, 유해가스, 유해광선, 소음, 고열에 의한 건강장해 위험
- 용접작업 중 고온부에 의한 화상 위험
- 가스용접 작업 중 화염 역화로 인한 화재나 용기 폭발 위험
- 아크용접 작업 중 전기 충전부 접촉에 의한 감전 위험
- 유독물 체류장소 및 밀폐장소에서의 중독 또는 산소 결핍 위험
2) 용접작업 중 일반적인 안전대책
| 구분 | 내용 |
| 고열 불티에 의한 화재ㆍ폭발 예방 | ➊ 용접작업 장소 주변의 인화성 물질이나 가연성 물질은 격리한 후 작업 실시 ➋ 화재 발생 시 신속한 대응을 위한 소화용 준비물 비치 - 바닥에 깔아둘 불티 받이포, 소화기, 물통, 건조사 ➌ 인화성 액체의 증기나 가스가 체류할 위험이 있는 장소에서는 가스농도 측정 - 폭발하한계(LEL)의 25% 이하일 경우에만 작업 실시(계속적인 치환 및 환기) ➍ 인접 장소나 상ㆍ하층에서 동시 도장작업 절대 금지 ➎ 화재 감시 및 화재 발생 시 신속한 대응을 위해 화재감시자 배치 |
| 충전부 접촉에 의한 감전 재해 예방(아크용접 해당) | ➊ 용접작업 중 용접봉 끝부분 등이 충전부와 접촉되지 않도록 유의 ➋ 작업 전 용접홀더를 점검하여 파손된 용접홀더는 신품으로 교체 ➌ 피복이 손상된 홀더선은 절연테이프로 피복하고, 손상이 심할 경우 신품으로 교체 ➍ 본체와의 연결부는 절연테이프로 감아 충전부 노출 예방 ➎ 용접기 외함은 접지하고, 교류아크용접기에는 자동전격방지기 설치 연결 |
| 용접흄, 유해가스, 유해광선, 고열에 의한 건강장해 예방 | ➊ 근로자에게 노출되는 용접흄이 최소화되도록 국소배기장치 등 환기설비 설치 가동 ➋ 방진마스크, 차광안경, 용접보안면 등 개인보호구 지급 착용 ➌ 인근 작업장에 유해광선의 영향이 미치지 않도록 차광막 설치 ➍ 밀폐되거나 환기가 불충분한 장소는 외부의 신선한 공기를 주입하여 치환 및 환기 ➎ 고열에 의한 건강장해 예방을 위하여 수시로 휴식시간 부여 및 음료 비치 |
| 용접작업에 의한 화상 예방 | ➊ 스패터, 슬래그 조각이 눈으로 튀어 들어오는 것을 막을 수 있는 보호안경 착용 ➋ 손 부위의 화상 방지를 위한 가죽장갑 및 팔덮개 착용 ➌ 가죽제 앞치마를 착용하여 작업자의 가슴부터 무릎까지 보호 ➍ 작업화 상부에 스패터 등이 들어가는 것을 막기 위해 가죽 발덮개 착용 ➎ 목 주위를 수건 등으로 보호하는 것은 스패터나 슬래그뿐만 아니라 방사선 등으로부터 화상을 입는 것을 방지할 수 있음 ※ 스패터(spatter): 용접불꽃이 사방으로 비산되는 것, 용접 후 용접 부위에 붙어 있는 용융하지 않는 찌꺼기 |
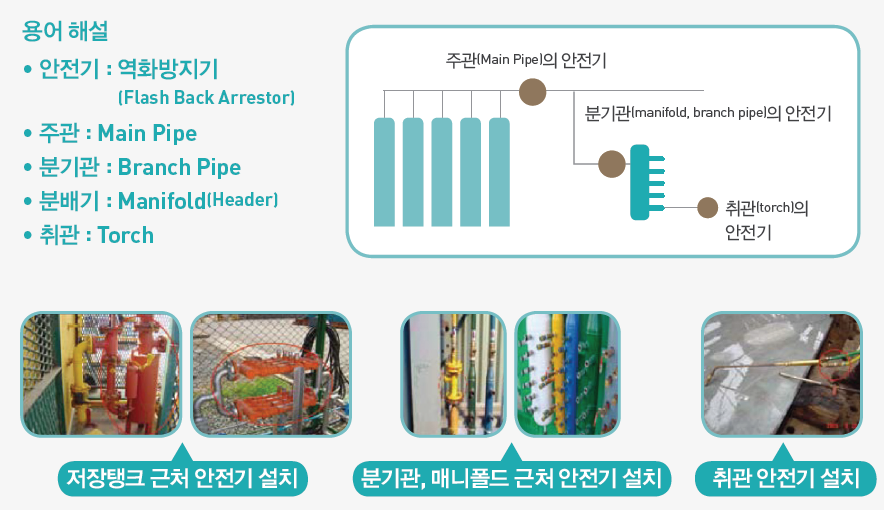
3) 가스용접용 고압용기에 역화방지기(안전기) 부착
가스를 사용하는 용접이나 절단 작업 시 용접 팁 막힘 등으로 인하여 고압의 산소가 저압의 아세틸렌이나 프로판으로 역류되어 혼합된 상태에서 불꽃 등에 의하여 호스나 가스용기에 폭발이 발생할 수 있다. 이 때문에 역화를 방지하기 위하여 아세틸렌이나 프로판 용기에 역화방지기(안전기)를 설치하여야 한다.
주요 불꽃 역화 원인
➊ 배관, 호스에 공기 또는 산소의 혼입으로 폭발 분위기 형성
➋ 압력조정기의 고장, 산소 공급의 과다
➌ 토치의 성능이 좋지 않을 때, 토치 팁이 이물질에 막힘
4) 사용 가스별 물리적 특성
| 구분 | 사진 | 내용 |
| 산소 |  |
• 상온에서 무색, 무미, 무취의 기체로서 압축가스 • 산소 자체는 연소성이 없으나 다른 물질을 연소시키는 조연성(지연성) 가스 • 지각 중에 약 50% 존재 • 공기 중 체적비로 21%, 중량비로 23% 함유 • 물에 약간 용해되며 액체산소는 담청색 • 비중 1.105, 비등점 -183˚C, 용융점 -219˚C • 금, 백금, 수은 등을 제외한 모든 원소와 화합 시 화합물을 만들 수 있음 |
| 아세틸렌 |  |
• 고압가스 중에서 가장 위험한 가스로서 산화폭발, 화합폭발, 분해폭발을 일으킬 수 있음 • 무색의 기체로서 불순물로 인해 특유한 냄새 ※불순물 : 포스핀, 황화수소, 실란, 암모니아 • 비점 -84˚C, 융점 -81˚C이며 고체 아세틸렌은 융해되지 않고 승화 • 액체 아세틸렌보다는 고체 아세틸렌이 안정됨 • 15˚C 물 1L에 1.1L 용해하지만 15˚C 아세톤에는 25L 용해 • 아세틸렌을 산소 중에서 연소시키면 3,000˚C 이상의 고온을 얻을 수 있음 |
| LPG (프로판) |
 |
• 액화하기 쉽고 용기에 넣어 수송하는 데 편리 • 상온에서는 기체 상태이고 무색, 투명하며 약간의 냄새 • 온도 변화에 따른 팽창률이 크고 물에 잘 녹지 않음 • 쉽게 기화하며 발열량이 큼(프로판 12,000㎉/㎏) • 폭발한계가 좁아 안전도가 상대적으로 높음 • 연소할 때 필요한 산소의 양은 1 : 4.5 |
5) 교류아크용접기 안전
① 아크용접(arc welding)은 교류 또는 직류 전압을 용접봉과 모재(base metal) 사이에 인가함 으로써 흐르는 전류를 통하여 아크(arc)를 발생시키고, 이때 발생되는 아크열(약 6,000˚C)로 용접봉과 모재를 녹여 접합하는 야금학적 접합이다. 그 특성은 직류와 비교하여 교류 전원을 사용하는 교류용접기는 무부하 전압이 높아서 감전의 위험이 크다는 것이다.
| 비교항목 | 직류용접기 | 교류용접기 |
| 외관 |  |
 |
| 아크 안전성 | 우수 | 약간 불안 |
| 극성 이용 | 가능 | 불가능 |
| 무부하 전압 | 약간 낮음 | 높음(80~100V) |
| 전격의 위험 | 적다 | 많다(무부하 전압이 높음) |
| 구조 | 복잡 | 간단 |
| 고장률 | 높다 | 낮다 |
| 역률 | 매우 양호 | 불량 |
| 가격 | 비싸다 | 싸다 |
| 자기쏠림방지 | 불가능 | 자기쏠림이 거의 없다 |
② 아래의 장소에서 교류아크용접기를 사용할 경우, 용접이 정지된 상태의 전압인 2차 무부하 전압에 의한 감전 재해를 예방하기 위하여 교류아크용접기에 자동전격방지기를 부착하여 사용하여야 한다.
- 선박의 이중 선체 내부, 밸러스트 탱크(ballast tank), 평형수 탱크, 보일러 내부 등 도전체에 둘러싸인 장소
- 떨어짐 위험이 있는 높이 2m 이상의 장소로 철골 등 도전성이 높은 물체에 근로자가 접촉할 우려가 있는 장소
- 근로자가 물ㆍ땀 등으로 인하여 도전성이 높은 습윤 상태에서 작업하는 장소
③ 이러한 3개 장소 외 작업장소에서 교류아크용접기를 사용할 경우에도 근로자의 건강상태,자연현상, 작업환경 등에 따라 유사한 위험이 발생할 수 있으므로 자동전격방지기를 설치, 사용하는 것을 권장한다.
2024.08.20 - [건축기술] - 교류 아크 용접기 안전작업 안내
교류 아크 용접기 안전작업 안내
이 내용은 고용노동부·안전보건공단, 『안전보건 실무길잡이 건설업 굴착공사』, (2020). 에서 발췌하였음을 알려드립니다.교류 아크 용접기란?☞ 금속 전극(피복 용접봉)과 모재의 사이에서 아
chooniarale.tistory.com
'건축기술' 카테고리의 다른 글
| 누전에 의한 감전 예방 (0) | 2025.02.16 |
|---|---|
| 분전반 안전관리 (0) | 2025.02.16 |
| 발파 및 굴착작업 안전관리 ㅣ 발파, 천공, 굴착 (0) | 2025.02.16 |
| 노천 발파작업 안전 안전관리 안내 (0) | 2025.02.16 |
| 벌목작업 안전관리 안내 (0) | 2025.02.15 |



